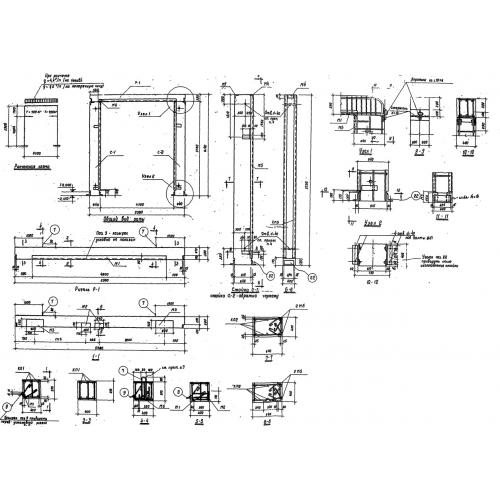
Стойки С 2 (ПР 05-36.1) относятся к ряду высокопрочных строительных материалов. Конструкция имеет прямоугольную форму и оснащена рядом закладных деталей, необходимых для надежного сопряжения со смежными элементами в каркасе, такими как ригели и фундаменты. На теле изделия присутствует специальное отверстие, предназначенное для строповки, его диаметр составляет 40 мм.
Применяются унифицированные стойки при строительстве автоматических распашных ворот с воздушными завесами. Они могут использоваться при обустройстве ворот промышленными зданиями и предприятиями, в гаражах, а также на сооружениях, необходимых под пропуск железнодорожного транспорта. Конструкция отличается высокой прочностью, долговечностью и надежностью, и должна эксплуатироваться совместно с ригелями и фундаментами, которые подбираются исходя из требований типового проекта. При разработке и расчётах изделий учитывались требования действующих нормативно правовых документов.
Маркировочное обозначение
На поверхности элементов можно обнаружить марки, необходимые для классификации конструкций по характерным отличительным признакам. Совокупность знаков С 2 (ПР 05-36.1), наносимых масляной краской, имеет следующую расшифровку:
1. С - тип конструкции - стойка;
2. 2 - порядковый номер типоразмера изделия.
Не допускается вносить произвольные корректировки в марки, так как это может привести к негативным последствиям при выборе строительных материалов.
Особенности производства
Нормативным документом, подробно описывающим процесс изготовления опорных стоек С 2 (ПР 05-36.1), служит Серия ПР 05-36.1. По условиям регламент производство должно осуществляться в стальных опалубочных формах, гарантирующих сохранение точных геометрических пропорций, а также обеспечивающих высокое качество готовой продукции. Главным сырьем для изготовления конструкций выступает тяжелый бетон марки М200 по прочности на сжатие. Важно обеспечивать проектные величины защитного бетонного слоя, представленные на рабочих чертежах.
Для армирования конструкций используются сварные каркасы и сетки, собираемые с помощью контактной точечной сварки. Для их исполнения применяются горячекатаная сталь периодического профиля марки Ст5. Дополнительно применяется круглая сталь марки Ст3, а также полосовой прокат марки Ст3, необходимый для изготовления закладных деталей. Сварку закладных деталей следует производить с помощью электродов марки Э42. Важно безукоризненно соблюдать требования ТУ 73-56 при осуществлении сварочных работ. Все металлические составляющие в обязательном порядке должны покрываться специальными противокоррозионными составами, гарантирующими продолжительный эксплуатационный срок службы конструкции.
К потребителю поставляются только прошедшие приемосдаточные испытания изделия. Результаты проверок отражается в сертификатах, предоставляемых заказчику.
Транспортировка и хранение
Складирование и перевозка стоек пролета ворот С 2 (ПР 05-36.1) должны осуществляться с соблюдением техники безопасности. Укладку необходимо производить по специальным схемам, исключающим вероятность возникновения механических повреждений. Погрузочно-разгрузочные работы должны вестись с использованием специализированного оборудования. Важно обеспечить равномерное распределение нагрузки в стропах при осуществлении подъёма с использованием строповочных отверстий. Запрещён сброс, навал и перемещение волоком. Все некондиционные элементы, имеющие на своей поверхности трещины, сколы, раковины и оголенное армирование должны храниться отдельно от презентабельно конструкций.